1 Ремонт поршневой: на что следует обратить внимание
1.1 Как демонтировать поршневую самостоятельно
1.2 Последовательность разборки
1.3 Подбор деталей одного размера, их совмещение
1.4 Установка поршней и крепление шатунов
Замена поршня
Давление рабочих газов, после воспламенения топливной смеси превышает 60 кг./см2, что создает осевую нагрузку более 3000 кг. и боковую нагрузку до 250 кг. Высокая температура вносит свою лепту в ускорение процесса разрушения, когда требуется замена поршня ВАЗ 2106.
Ремонт поршневой: на что следует обратить внимание
Современные материалы и технологии изготовления деталей позволяют эксплуатировать двигатель в очень напряженных режимах. Максимальная частота вращения коленчатого вала достигает ста оборотов в секунду. Поршень с шатуном при этом дважды за каждый оборот (двести раз в секунду) достигают скорости поступательного движения до 30 м./сек. и столько же раз полностью останавливаются, вызывая огромные циклические инерционные нагрузки (вес при таком ускорении увеличивается более чем в тысячу раз). Поэтому технологи стараются максимально облегчить поршень, изготавливают его из алюминиевого сплава с залитой стальной пластиной, компенсирующей тепловые деформации. Поршень имеет ребра жесткости и твердое анодирование, до огневого пояса, что предохраняет от прогорания днище и канавку верхнего компрессионного кольца. Трение уменьшается самыми прогрессивными марками масел с присадками. Но избежать износа невозможно, поэтому периодически, после определенного пробега производится замена поршневой ВАЗ 2106. Лучше делать это при появлении первых симптомов:
повышенный расход масла;
снижение компрессии;
уменьшение тяги.
Эксплуатация автомобиля с проявлениями износа, может привести к таким повреждениям, которые потребуют капитального ремонта, отчего многократно возрастет цена.
Как демонтировать поршневую самостоятельно
В первую очередь необходимо тщательно вымыть двигатель, так как после разборки сложно будет предотвратить попадание песчинок и грязи внутрь. Двигатель нужно положить на прочный стеллаж высотой удобной для работы. Подготовить ветошь, набор инструментов и приспособлений:
торцевые, накидные ключи и головки10 мм.,12 мм.,13 мм.,14 мм.,17 мм.,19 мм.,22 мм., и ключ36 мм.;
набор тонких плоских щупов;
нутромер;
микрометр;
штангенциркуль;
динамометрический ключ;
приспособление для сжатия колец на поршне;
втулка для установки поршневых пальцев;
газовая горелка;
молоток;
керн;
переносная лампа;
большая плоская отвертка.
Совет: Перед разборкой своими руками керном помечаются все детали, и делается фото начального расположения с номерами и метками съемных деталей для возможности установки на свое место в случае их пригодности.
Последовательность разборки
Итак:
Двигатель со снятыми головкой, поддоном и боковыми крышками ложится на бок для возможности доступа к поршням и шатунам. Гаечным ключом36 мм. коленчатый вал проворачивается в положение максимального выдвижения гаек пары шатунов.
Головкой и длинным воротком нужно открутить по две гайки, крепящие крышку шатуна первого и четвертого цилиндров, можно любого, но более правильно соблюдать выбранную последовательность. Легким постукиванием молотка крышка сдвигается с места, что позволит без усилий ее снять со шпилек. Желательно предварительно с этапами работы познакомиться по видео.
Совет: Крышки и шатуны составляют пару, при их изготовлении окончательная расточка посадочного отверстия производится в собранном виде, поэтому они метятся номером цилиндра и не могут заменяться. Нужно следить, чтобы номера при сборке совпадали и были направлены в одну сторону.
Деревянной рукояткой молотка, упираясь в шпильку, шатун с поршнем выталкивается наружу через верхнюю плоскость блока цилиндров. Коленчатый вал проворачивается в положение максимального выдвижения гаек двух других шатунов. Аналогично разбираются все четыре поршня. Раскручиваются коренные подшипники, и снимается коленчатый вал для визуального осмотра.
Внимание: Крышки коренных подшипников имеют обозначение рисками, очень важно ставить их только на свое место, так как они не взаимозаменяемы, этого требует технология расточки и инструкция сборки.
Снимаются вкладыши с шатунов и крышек. При ремонте ВАЗ 2106 замена поршневых колец производится, начиная с верхнего компрессионного, последовательно снимаются все кольца с поршней, втулкой выбиваются поршневые пальцы. Если есть возможность, лучше воспользоваться прессом. Детали, блок промываются керосином, обдуваются сжатым воздухом, каналы охлаждения и смазки продуваются.
Шлифованные поверхности протираются и проверяются на наличие повреждений. Для осмотра используется переносная лампа, меняя угол освещения удобно рассмотреть мелкие царапины. Трещины не допускаются, при их обнаружении придется заменять детали с браком, в том числе и блок.
Измерение износа производится нутромером в четырех плоскостях, расположенных от верхней плоскости на расстоянии 5мм., 15 мм., 50 мм. и 90 мм. В каждой плоскости производится два замера в перпендикулярных направлениях.
Схема плоскостей измерения диаметра цилиндров
В зоне первой плоскости цилиндр практически не изнашивается, поэтому разница размеров покажет степень износа. Если износ превышает 0, 15 мм., или на стенках цилиндров имеется выработка или царапины, блок необходимо расточить до их полного удаления и довести до нужного размера и класса чистоты хонингованием.
Когда необходима замена поршней на ВАЗ 2106 расточка цилиндров производится в один из пяти стандартизованных размеров, определяющих класс точности, обозначаемых латинскими буквами:
A 79,00-79,01 мм.;
B 79,01-79,02 мм.;
C 79,02-79,03 мм.;
D 79,03-79,04 мм.;
E 79,04-79,05 мм.
После расточки цилиндров определяется размер подходящих ремонтных
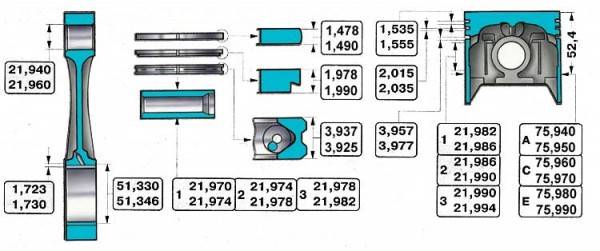
Размеры ремонтных поршней, шатунов, поршневых колец и пальцев
Юбка поршня имеет овальную форму, а по высоте коническую к верху, поэтому точный замер получится только на линии перпендикулярной оси пальца на уровне52,4 мм. от поверхности днища.
Гарантированный зазор, когда производится замена поршней ВАЗ 2106, в цилиндрах должен быть 0,05-0,07 мм., что достигается хонингованием. Выполнить эту операцию могут только профессионалы в мастерских, имеющих точный расточный станок и специальную оснастку.
Шатуны и крышки не должны иметь рисок, задиров, если вкладыш провернуло, шатун станет непригодным, его нужно будет заменить. Если коленчатый вал не нужно перешлифовывать, в шатуны вставляются номинальные вкладыши. Если шейки нужно шлифовать, ставятся ремонтные вкладыши в зависимости от уменьшения диаметра шейки коленчатого вала на 0,25 мм.,0,50 мм.,0,75 мм. и1,00 мм. Шатунные вкладыши одного размера взаимозаменяемы.
Подбор деталей одного размера, их совмещение
Выбирая поршневой палец, нужно руководствоваться цветными метками на торце пальцев, обозначающими три категории с разницей диаметров в четыре микрона:
Синяя 21,970-21,974 мм.;
Зеленая 21,974-21,978 мм.;
Красная 21,978-21,982 мм.
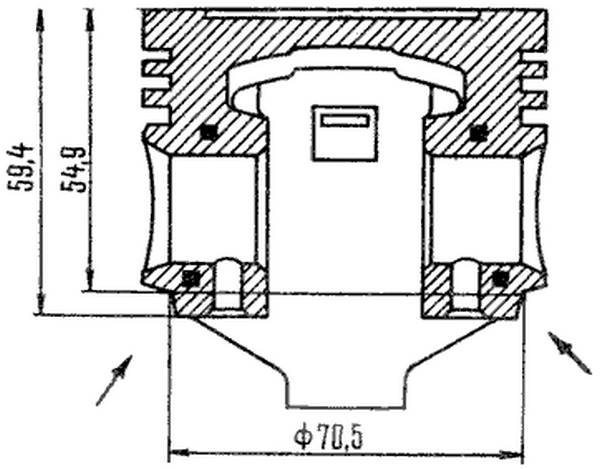
Поршневой палец смазывается моторным маслом и должен входить в отверстие бобышки поршня от небольшого усилия пальцев, и не должен выпадать под действием собственного веса. Если палец третьей категории выпадает, нужно заменить поршень. Подобранные поршни должны отличаться по весу не более чем на 2,5 грамма. Масса обычно указывается на днище. При необходимости, можно подгонять вес, протачивая поршень в местах, указанных стрелками. Глубина проточки, при этом, не должна превышать 4,50 мм. от номинала 59,4 мм.
Места возможного удаления металла для подгонки веса поршня
Когда поршни шатуны и пальцы подобраны и проверены, можно их собирать. Для этого головка шатуна нагревается газовой горелкой до 240 0С, (до темно малинового цвета), на шатун надевается поршень, палец вставляется оправкой. Нужно запрессовывать очень быстро и точно, так как после остывания шатуна палец сдвинуть очень сложно. Оправка и палец должны быть подготовлены, лежать в удобном месте.
Совет: В случае непредвиденной задержки, например случайное выпадение пальца, лучше повторить нагревание.
После остывания шатуна нужно приспособлением с упором и индикатором проверить прочность установки пальца, он должен оставаться неподвижным при воздействии нагрузки в 4000 ньютон. Если индикатор зафиксирует сдвиг, придется ставить другой шатун с меньшим отверстием.
Чтобы определить, нужна ли замена поршневых колец ВАЗ 2106, кольца проверяются на пригодность по зазору в замке, он не должен превышать 0,45 мм., для этого кольцо вставляется в цилиндр на глубину около 50 мм., для избегания перекоса можно воспользоваться поршнем, и щупом замеряется зазор замка.
Если зазор меньше 0,25 мм., нужно стыковые грани спилить болгаркой, если больше допустимого размера, нужно поменять кольца.
Посадка колец в канавки тоже должна иметь определенный зазор, который проверяется щупом:
Верхнее компрессионное кольцо 45-80 мкм.;
Второе компрессионное 25-60 мкм.;
Маслосъемное кольцо 20-55 мкм.
В поршнях конструктивно решен вопрос плавного перехода в.м.т. путем смещения отверстия под палец на 1,2 мм. относительно оси симметрии вперед по движению. Поэтому на поршнях ставится метка, стрелка или буква «П», которая определяет сторону, которая должна направляться при сборке вперед.
Установка поршней и крепление шатунов
Итак:
На поршнях последовательно устанавливаются маслосъемное, второе и первое компрессионные кольца. Замена поршневых колец на ВАЗ 2106 требует особого внимания, так как чугунные кольца очень хрупкие и небольшая ошибка при разжимании может привести к поломке. Кольца поворачиваются стороной с меткой «Верх» или фаской в сторону днища, выжимаются на огневой пояс, затем проталкиваются к своей проточке.
Кольца при этом практически не разжимаются, а только обеспечивается возможность перемещения по поверхности поршня. Замок первого кольца поворачивается на тридцать градусов от оси пальца, остальные кольца ставятся с расположением замков под 120 градусов относительно друг друга. Такое расположение обеспечит равномерность износа стенок цилиндров. Поршни и вкладыши смазываются машинным маслом, кольца стягиваются оправкой, поршни поочередно вставляются в соответствующие цилиндры. Шатуны поворачиваются меткой вперед и одеваются на шейки коленчатого вала.
В крышки шатунов вставляются вкладыши выступом в паз, смазываются и крышки одеваются на шпильки своих (по меткам) шатунов. Гайки наживляются и закручиваются динамометрическим ключом с одинаковым усилием 12,7 Н/м. Так производится замена поршневой группы ВАЗ 2106.
Совет: Номера на шатунах и крышках должны располагаться с одной стороны.
Выполнить замену поршневой самостоятельно вполне возможно, нужно только очень внимательно следовать требуемой последовательности.